
![]()
![]()
![]()
![]()
L’optimisation des performances des machines pour la transformation des plastiques nécessite un contrôle précis des processus thermiques. Parmi les opérations clés dans ce domaine figure l’extrusion, une technologie fondamentale utilisée dans de nombreuses applications industrielles. Ces thèmes seront également au cœur des discussions lors de PLAST 2026, qui se tiendra du 9 au 12 juin 2026 à Fiera Milano Rho (Italie). L’extrusion est un procédé qui transforme un polymère, sous forme de granulés ou de poudre, en un produit à forme continue grâce à l’action combinée de la pression et de la chaleur.
Extrusion: de quoi s’agit-il?
Le processus d’extrusion des plastiques tire son nom de la machine utilisée: l’extrudeuse, selon les opérations et éléments que nous allons décrire: depuis la trémie d’alimentation, le polymère entre dans un cylindre; il y est fondu, homogénéisé et poussé vers l’avant par une vis, jusqu’à la tête de l’extrudeuse, qui lui donne la forme souhaitée. Le produit, à la sortie de la machine, est refroidi à l’eau ou à l’air. Par la suite, le plastique est enroulé ou découpé selon la dimension souhaitée.
Extrusion: une procédure thermique
Le matériau utilisé pour le processus d’extrusion est thermoplastique. Il devient mou lorsqu’il est chauffé et durcit lors du refroidissement.
Mais comment obtenir la chaleur nécessaire à l’extrusion? La chaleur est générée principalement par l’action de friction que la vis, entraînée par un moteur, produit en tournant dans la masse plastique, et seulement en partie par les chauffages présents dans le cylindre.
Focus sur le cylindre de l’extrudeuse
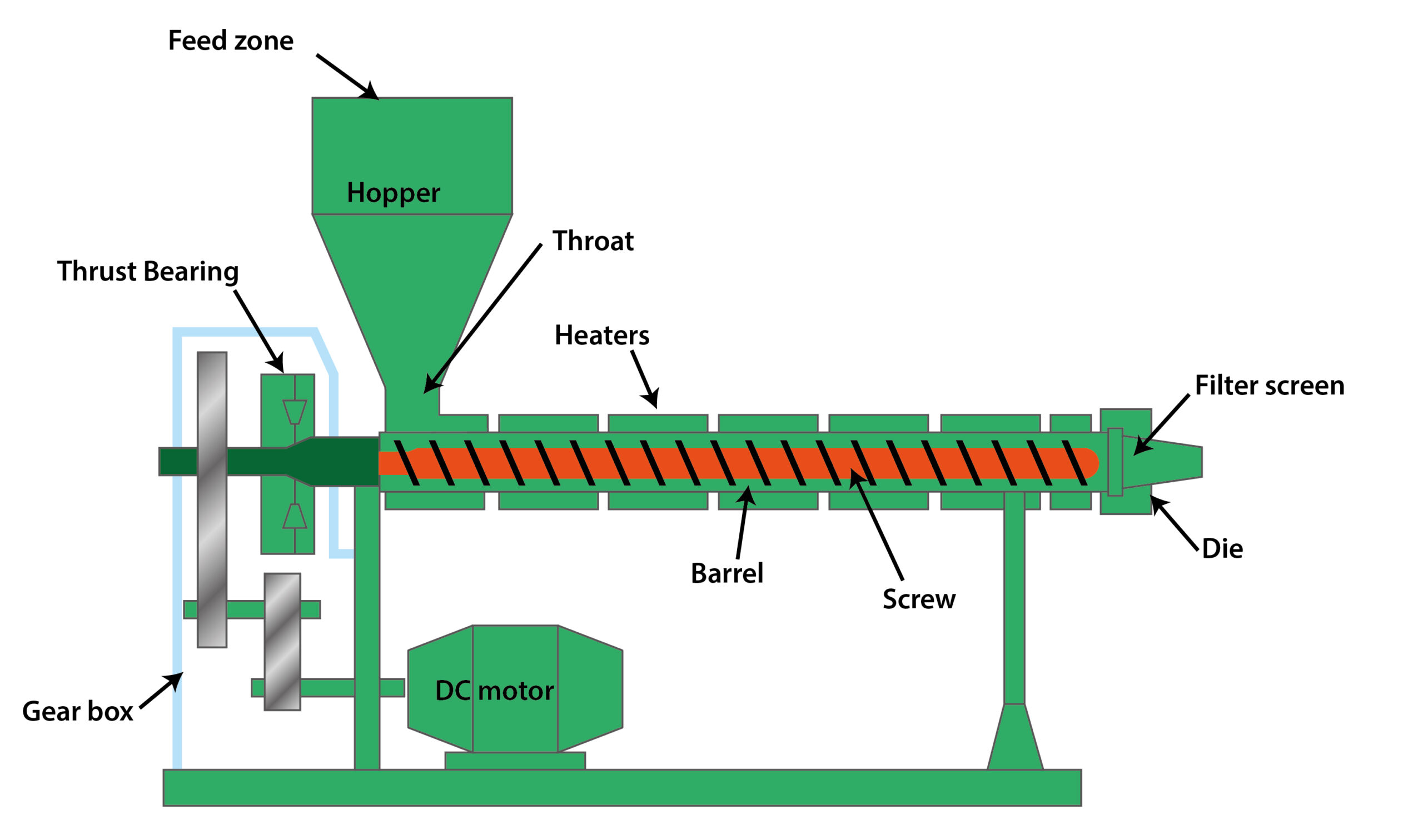
Le cylindre, utilisé dans l’extrusion, est divisé en plusieurs zones, chacune équipée de systèmes de contrôle pour le chauffage et le refroidissement, garantissant la température nécessaire au processus. Ces températures ne sont pas identiques à celles du plastique à l’intérieur du cylindre, bien que des mesures similaires soient relevées le long de la tête et du moule. Chaque zone est caractérisée par un besoin thermique spécifique. Une attention particulière mérite la zone arrière du cylindre, proche de l’alimentation de la trémie: elle influence le taux d’alimentation et la vitesse de production.
Extrudeuses: mono-vis ou double vis?
La majorité des extrudeuses sont à vis unique. L’extension de ce système s’exprime par le rapport longueur/diamètre, où les niveaux de production sont directement proportionnels à la longueur de la vis.
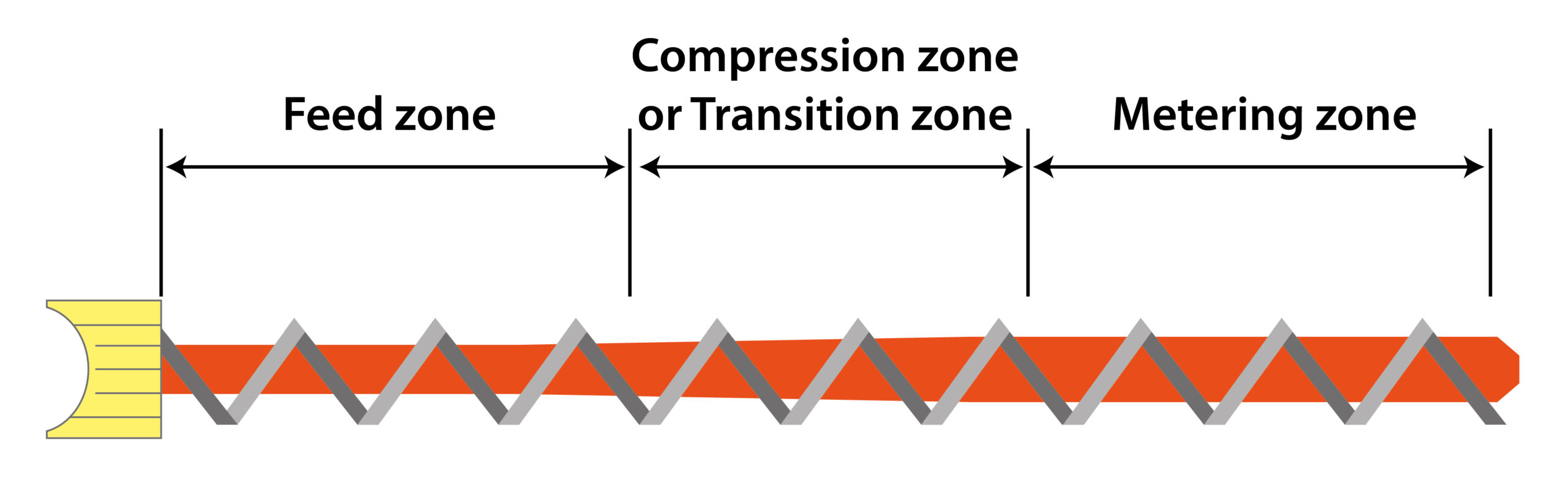
La vis se divise en trois zones:
- d’alimentation: la profondeur est constante et suffisante pour transporter les granulés de plastique.
- de compression: la profondeur diminue à mesure que le diamètre de la vis se rapproche des parois, augmentant ainsi la pression sur le plastique et évitant la formation d’air entre les granulés à l’intérieur du cylindre.
- de dosage: le plastique est presque complètement fondu et prêt pour le mélange final et l’extrusion à travers le moule. Cette zone possède une profondeur constante et inférieure à celle de l’alimentation.
Aux extrudeuses mono-vis s’ajoutent celles à double vis, composées de deux vis s’entrecroisant dans le cylindre. Cette typologie se divise à son tour en deux sous-catégories selon le sens de rotation des vis: concordante pour l’extrudeuse bicône corrotative et discordante pour l’extrudeuse contre-rotative.
Comment actionner les extrudeuses?
Les machines utilisées pour l’extrusion sont généralement pilotées par des variateurs de fréquence AC. Les interventions sur la fréquence permettent de régler la vitesse du moteur, qui est supérieure à celle nécessaire pour déplacer la vis. Il est donc essentiel de réduire la vitesse transmise par le moteur, en intervenant sur la combinaison et la taille des poulies et engrenages. Cette intervention permet d’opérer à une vitesse et, par conséquent, à une puissance proche de la valeur maximale.
Régulation thermique du cylindre
Comme indiqué précédemment, la température du cylindre est contrôlée sur toute sa longueur par différents boucles de régulation à action simple et double; les premières gèrent uniquement le chauffage électrique, les secondes également le refroidissement.
Une boucle de régulation se compose des éléments suivants:
- un capteur de température (thermocouple J ou K).
- un régulateur avec entrée capteur et plusieurs sorties pour contrôler l’actionneur.
Plusieurs boucles de régulation peuvent être intégrées dans un régulateur multizone ou comme bibliothèque dans un automate (PLC). Le régulateur peut également contrôler la partie refroidissement, en connectant l’une de ses sorties à un ventilateur. Le refroidissement peut également être obtenu via un chiller externe et un échangeur de chaleur, à l’eau ou à l’huile. - un actionneur (généralement un relais statique).
- l’un des éléments chauffants suivants: résistances à bande avec isolation en céramique ou mica, résistances tubulaires blindées en fonte d’aluminium, résistances cartouches en série, lampes infrarouges quartz et résistances électriques en fonte.
Fonctions des chauffages
Les chauffages remplissent cinq fonctions déterminantes pour le processus d’extrusion:
- permettent un démarrage sûr, évitant les démarrages “à froid” potentiellement nuisibles aux équipements.
- compensent la perte de rayonnement pendant le fonctionnement.
- contrôlent, maintiennent et varient la température du moule.
- réduisent la résistance, diminuant la viscosité sur les surfaces métalliques internes.
- chauffent la surface émergente pour obtenir une plus grande brillance.
La valeur des systèmes de contrôle de température
De ces considérations préliminaires, il ressort clairement l’importance stratégique d’un système de contrôle et de gestion efficace, continu et en temps réel de la température. Un système qui doit être conçu initialement selon le type de processus, le matériau choisi et le pourcentage de rejet, et qui, secondairement, doit être calibré selon les besoins spécifiques des différentes zones.
Une famille dédiée à l’extrusion
La famille REVO de CD Automation offre une solution complète pour le contrôle des processus d’extrusion des plastiques. Grâce à sa modularité et à sa polyvalence, REVO s’adapte à la fois aux lignes compactes et aux installations industrielles complexes, garantissant précision, fiabilité et facilité d’intégration avec les systèmes d’automatisation existants.
Au sein de la famille, la série REVO C se distingue par sa flexibilité et sa compacité, idéale pour optimiser l’espace dans les tableaux électriques sans sacrifier puissance ni performance. REVO C est conçue pour le contrôle multizone de la température, essentiel pour maintenir stable la masse fondue et garantir la qualité du produit final en extrusion, co-extrusion ou compounding.
Les unités REVO C intègrent des fonctionnalités avancées telles que diagnostic de charge, surveillance des résistances et protection contre les pannes, réduisant les arrêts machine et améliorant la continuité de production. La compatibilité totale avec les principaux bus de terrain et systèmes d’automatisation permet de réaliser des solutions sur mesure à haute performance, offrant un support concret aux constructeurs et intégrateurs systèmes.
Optimiser la Power Quality
CD Automation soutient ses partenaires avec des projets de Power Quality personnalisés pour réduire les perturbations sur la ligne électrique, le chauffage des câbles et les pertes d’énergie. Pour l’efficacité et la durabilité des processus d’extrusion, l’entreprise a développé en particulier l’unité de puissance multicanal REVO PN, capable de gérer des applications avec de nombreuses zones de puissance. Grâce à l’algorithme de distribution de puissance, REVO PN permet d’équilibrer et de limiter le pic de courant demandé, tout en maintenant une haute qualité du courant absorbé et en réduisant les pertes et la consommation.

Le rôle de REVO PN
L’utilisation de REVO PN dans les processus d’extrusion permet de réduire sensiblement les pics de puissance, en les maintenant en dessous des niveaux contractuels et en évitant pénalités et dépenses imprévues.
L’unité gère jusqu’à 24 éléments chauffants. En synchronisant l’allumage de tous les canaux, il est possible d’éviter les pics de tension, en maintenant le facteur de puissance proche de 1.
De plus, chaque module peut communiquer de manière autonome avec les bus de terrain les plus courants et diagnostiquer rapidement les ruptures d’éléments chauffants et les courts-circuits sur les thyristors.
L’offre de CD Automation pour l’extrusion
CD Automation garantit une offre complète pour la gestion de la thermorégulation et de la puissance dans les opérations d’extrusion des plastiques, grâce au développement d’une série de packages d’automatisation fournissant aux intégrateurs une base solide à personnaliser. Les packages comprennent: superviseur, logiciel, PLC, régulation de température et pression Melt, capteurs Melt et de température.
De plus, CD Automation propose des packages pour la gestion d’extrudeuses de laboratoire ou de petites extrudeuses de 4 à 16 zones de régulation, garantissant des solutions complètes de panneau opérateur, régulateurs thermiques arrière ou panneau, compteurs, timers ou séquenceurs.
Voulez-vous découvrir comment rendre vos processus d’extrusion plus efficaces et compétitifs? Contactez-nous et réservez une session gratuite de conseil avec l’un de nos experts. Vous recevrez des propositions stratégiques et personnalisées selon vos besoins.



