
![]()
![]()
![]()
![]()
Otimizar o desempenho das máquinas para processamento de plásticos exige um controle preciso dos processos térmicos. Entre as operações-chave nesse contexto está a extrusão, uma tecnologia fundamental utilizada em muitas aplicações industriais. Esses temas também estarão no centro das discussões durante a PLAST 2026, que acontecerá de 9 a 12 de junho de 2026 na Fiera Milano Rho (Itália). A extrusão é um processo que transforma um polímero, na forma de grânulos ou pó, em um produto de forma contínua graças à ação combinada de pressão e calor.
Extrusão: do que se trata?
Il processo di estrusione delle materie plastiche prende il nome dal macchinario impiegato: l’estrusore, secondo le operazioni e gli elementi che andiamo a descrivere: dalla tramoggia di alimentazione il polimero entra in un cilindro; qui viene fuso, omogeneizzato e spinto in avanti da una vite, fino a giungere alla testa dell’estrusore, che gli imprime la forma voluta. Il manufatto, in uscita dalla macchina, viene raffreddato mediante acqua o aria. In seguito la plastica è arrotolata o tagliata secondo la dimensione desiderata.
Extrusão: um procedimento térmico
O material utilizado no processo de extrusão é termoplástico. Ele se torna macio quando aquecido e se endurece durante o resfriamento.
Mas como se obtém o calor necessário para a extrusão? O calor é gerado principalmente pela ação de atrito que o parafuso, impulsionado por um motor, produz ao girar na massa plástica, e apenas parcialmente pelos aquecedores presentes no cilindro.
Foco no cilindro do extrusor
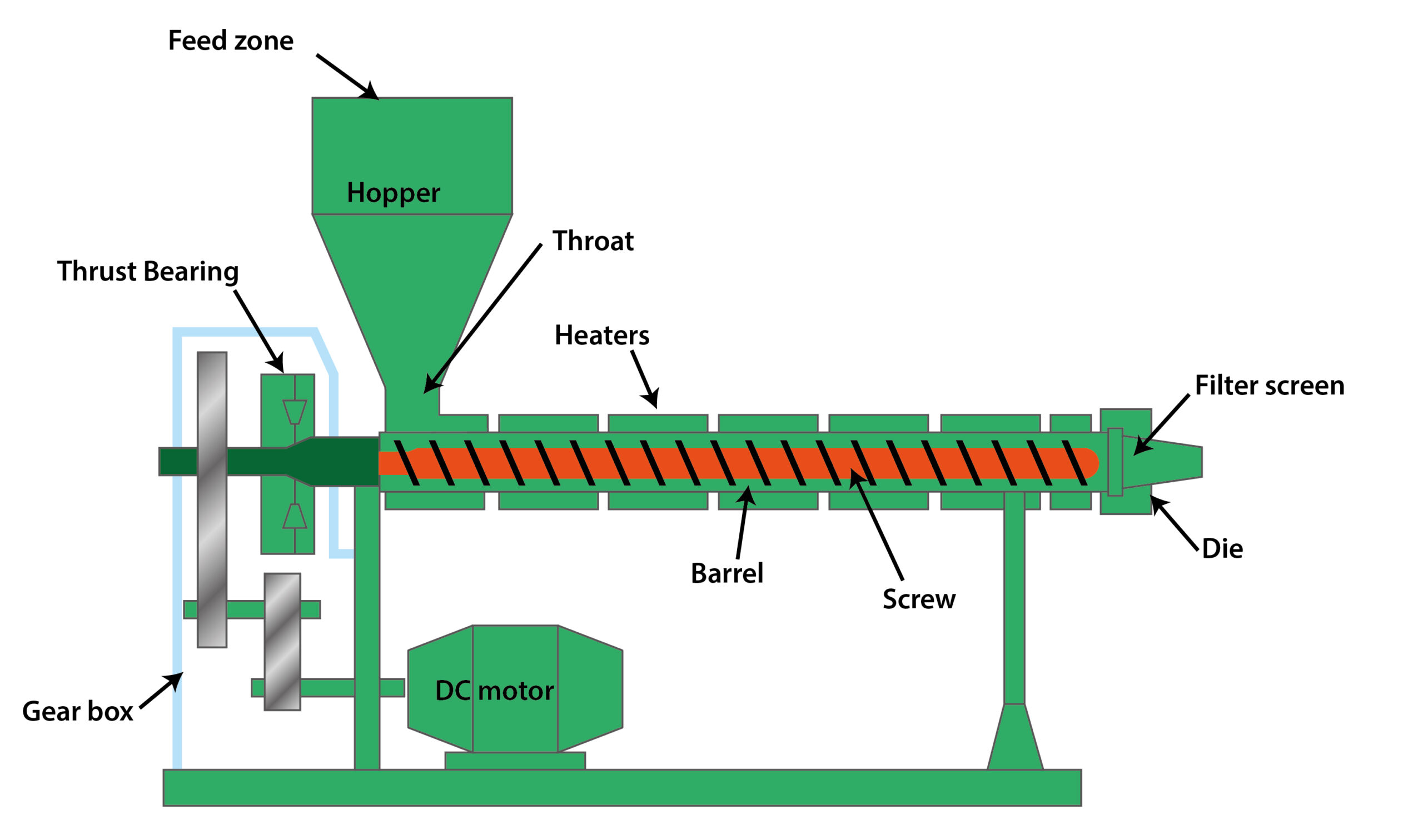
O cilindro, utilizado na extrusão, é dividido em diferentes zonas, cada uma equipada com sistemas de controle de aquecimento e resfriamento, que garantem a temperatura necessária ao processo. Essas temperaturas não são iguais às do plástico dentro do cilindro, embora valores semelhantes sejam registrados ao longo da cabeça e do molde. Cada zona possui uma necessidade térmica específica. Uma atenção especial merece a zona traseira do cilindro, próxima à alimentação da tremonha: ela influencia a taxa de alimentação e a velocidade de produção
Extrusores: monofuso ou dupla rosca?
A maioria dos extrusores possui rosca simples. A extensão deste sistema é expressa pela relação comprimento/diâmetro, onde os níveis de produção são diretamente proporcionais ao comprimento do parafuso.
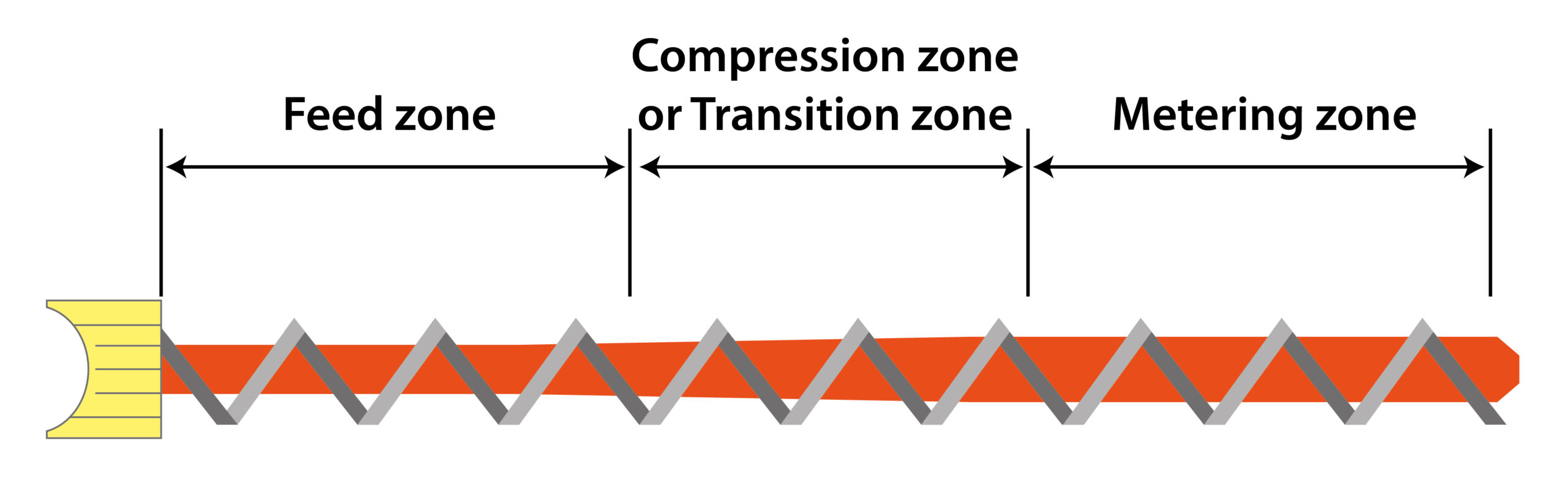
O parafuso é dividido em três zonas:
- de alimentação: a profundidade é constante e suficiente para transportar os grânulos de material plástico.
- de compressão: a profundidade diminui à medida que o diâmetro do parafuso se aproxima das paredes, aumentando assim a pressão sobre o material plástico e evitando a formação de ar entre os grânulos dentro do cilindro.
- de dosagem: o plástico está quase completamente fundido e pronto para a mistura final e para a extrusão através do molde. Esta zona possui profundidade constante e inferior à da alimentação.
Aos extrusores monofuso se somam os de dupla rosca, compostos por dois parafusos que se entrelaçam dentro do cilindro. Esta tipologia se divide em duas subcategorias conforme o sentido de rotação dos parafusos: concordante para o extrusor corrotante de dupla rosca e discordante para o contrarrotante.
Como acionar os extrusores
Os equipamentos de extrusão geralmente são acionados por inversores de frequência AC. Intervenções na frequência permitem regular a velocidade do motor, que é superior à necessária para mover o parafuso. Portanto, é fundamental reduzir a velocidade transmitida pelo motor, atuando sobre a combinação e o tamanho de polias e engrenagens. Isso permite operar a uma velocidade e, consequentemente, a uma potência próxima ao valor máximo.
Regulação térmica do cilindro
Como indicado anteriormente, a temperatura do cilindro é controlada ao longo de toda a sua extensão por diferentes loops de regulação de ação simples e dupla; os primeiros gerenciam apenas o aquecimento elétrico, os segundos também o resfriamento.
Um loop de regulação é composto pelos seguintes elementos:
- um sensor de temperatura (uma termopar J ou K).
- um regulador com entrada de sensor e algumas saídas para controlar o atuador.
com entrada de sensor e algumas saídas para controlar o atuador
Vários loops de regulação podem ser inseridos dentro de um regulador multizona ou como biblioteca dentro de um PLC. O regulador também pode controlar a parte de resfriamento, conectando uma de suas saídas a um ventilador. O resfriamento também pode ser obtido por meio de um chiller externo e de um trocador de calor, com água ou óleo. - um atuador (geralmente um relé estático).
- um dos seguintes elementos de aquecimento: resistências de faixa com isolamento em cerâmica ou mica, resistências tubulares blindadas em fundição de alumínio, resistências de cartucho conectadas em série, lâmpadas infravermelho de quartzo e resistências elétricas em fundição.
Funções dos aquecedores
Os aquecedores desempenham cinco funções determinantes para o processo de extrusão:
- permitem uma partida segura, evitando partidas “a frio” potencialmente prejudiciais ao equipamento.
- compensam a perda de radiação durante a operação.
- controlam, mantêm e variam a temperatura do molde.
- reduzem a resistência, diminuindo a viscosidade nas superfícies metálicas internas.
- aquecem a superfície emergente para obter maior brilho.
O valor dos sistemas de controle de temperatura
Dessas considerações preliminares, evidencia-se a importância estratégica de um sistema de controle e gestão eficiente, contínuo e em tempo real da temperatura. Um sistema que deve ser projetado inicialmente de acordo com o tipo de processo, o material escolhido e a porcentagem de rejeito, e que, secundariamente, deve ser calibrado com base nas necessidades específicas das diferentes zonas.
Uma família dedicada à extrusão
A família REVO da CD Automation oferece uma solução completa para o controle dos processos de extrusão de plásticos. Graças à sua modularidade e versatilidade, REVO adapta-se tanto a linhas compactas quanto a plantas industriais complexas, garantindo precisão, confiabilidade e facilidade de integração com os sistemas de automação existentes.
Dentro da família, a série REVO C se destaca por sua flexibilidade e compacidade, ideal para otimizar o espaço nos painéis elétricos sem sacrificar potência ou desempenho. REVO C é projetada para controle multizona de temperatura, essencial para manter a massa fundida estável e garantir a qualidade do produto final na extrusão, coextrusão ou compounding.
As unidades REVO C integram funcionalidades avançadas, como diagnóstico de cargas, monitoramento de resistências e proteção contra falhas, reduzindo paradas de máquina e melhorando a continuidade produtiva. A total compatibilidade com os principais buses de campo e sistemas de automação permite soluções sob medida de alto desempenho, oferecendo suporte concreto a fabricantes e integradores de sistemas.
Otimização da Power Quality
A CD Automation apoia seus parceiros com projetos de Power Quality personalizados para reduzir distúrbios na linha elétrica, aquecimento de cabos e perdas de energia. Para a eficiência e sustentabilidade dos processos de extrusão, a empresa desenvolveu especialmente a unidade de potência multicanal REVO PN, capaz de gerenciar aplicações com muitas zonas de potência. Graças ao algoritmo de distribuição de potência, com a REVO PN é possível equilibrar e limitar o pico de corrente solicitado, mantendo alta qualidade da corrente absorvida e reduzindo perdas e consumo.

O papel da REVO PN
O uso da REVO PN nos processos de extrusão permite reduzir significativamente os picos de potência, mantendo-os abaixo dos níveis contratualmente acordados e evitando penalidades ou despesas imprevistas.
A unidade gerencia até 24 elementos de aquecimento. Sincronizando o acionamento de todos os canais, é possível evitar picos de tensão, mantendo o fator de potência próximo de 1.
Além disso, cada módulo pode se comunicar de forma autônoma com os buses de campo mais comuns e diagnosticar rapidamente quebras de elementos de aquecimento e curtos-circuitos nos tiristores.
A oferta da CD Automation para extrusão
A CD Automation garante uma oferta completa para gestão da termorregulação e da potência nas operações de extrusão de plásticos, por meio do desenvolvimento de pacotes de automação que fornecem aos integradores uma base sólida para personalizar. Os pacotes incluem: supervisor, software, PLC, controle de temperatura e pressão Melt, sensores Melt e de temperatura.
Além disso, a CD Automation oferece pacotes para gestão de extrusores de laboratório ou pequenos extrusores de 4 a 16 zonas de regulação, garantindo soluções completas de painel de operador, termorreguladores de painel traseiro ou frontal, contadores, timers ou sequenciadores.
Quer descobrir como tornar seus processos de extrusão mais eficientes e competitivos? Entre em contato e agende uma sessão gratuita de consultoria com um de nossos especialistas. Você receberá propostas estratégicas e personalizadas de acordo com suas necessidades.



