
![]()
![]()
![]()
![]()
Optimizar el rendimiento de las máquinas para el procesamiento de plásticos requiere un control preciso de los procesos térmicos. Entre las operaciones clave en este ámbito se encuentra la extrusión, una tecnología fundamental utilizada en numerosas aplicaciones industriales. Estos temas también estarán en el centro de las discusiones durante PLAST 2026, que se celebrará del 9 al 12 de junio de 2026 en Fiera Milano Rho (Italia). La extrusión es un proceso que transforma un polímero, en forma de gránulos o polvo, en un producto de forma continua gracias a la acción combinada de presión y calor.
Extrusión: ¿de qué se trata?
El proceso de extrusión de plásticos toma el nombre del equipo utilizado: el extrusor, según las operaciones y los elementos que vamos a describir: desde la tolva de alimentación, el polímero entra en un cilindro; allí se funde, homogeniza y se empuja hacia adelante mediante un tornillo, hasta llegar a la cabeza del extrusor, que le imprime la forma deseada. El producto, a la salida de la máquina, se enfría mediante agua o aire. Posteriormente, el plástico se enrolla o corta según la dimensión deseada.
Extrusión: un procedimiento térmico
El material utilizado en el proceso de extrusión es termoplástico. Se vuelve blando al ser calentado y se endurece durante el enfriamiento.
Pero, ¿cómo se obtiene el calor necesario para la extrusión? El calor se genera principalmente gracias a la acción de fricción que el tornillo, impulsado por un motor, produce al girar dentro de la masa plástica, y solo en parte gracias a los calentadores presentes en el cilindro.
Enfoque en el cilindro del extrusor
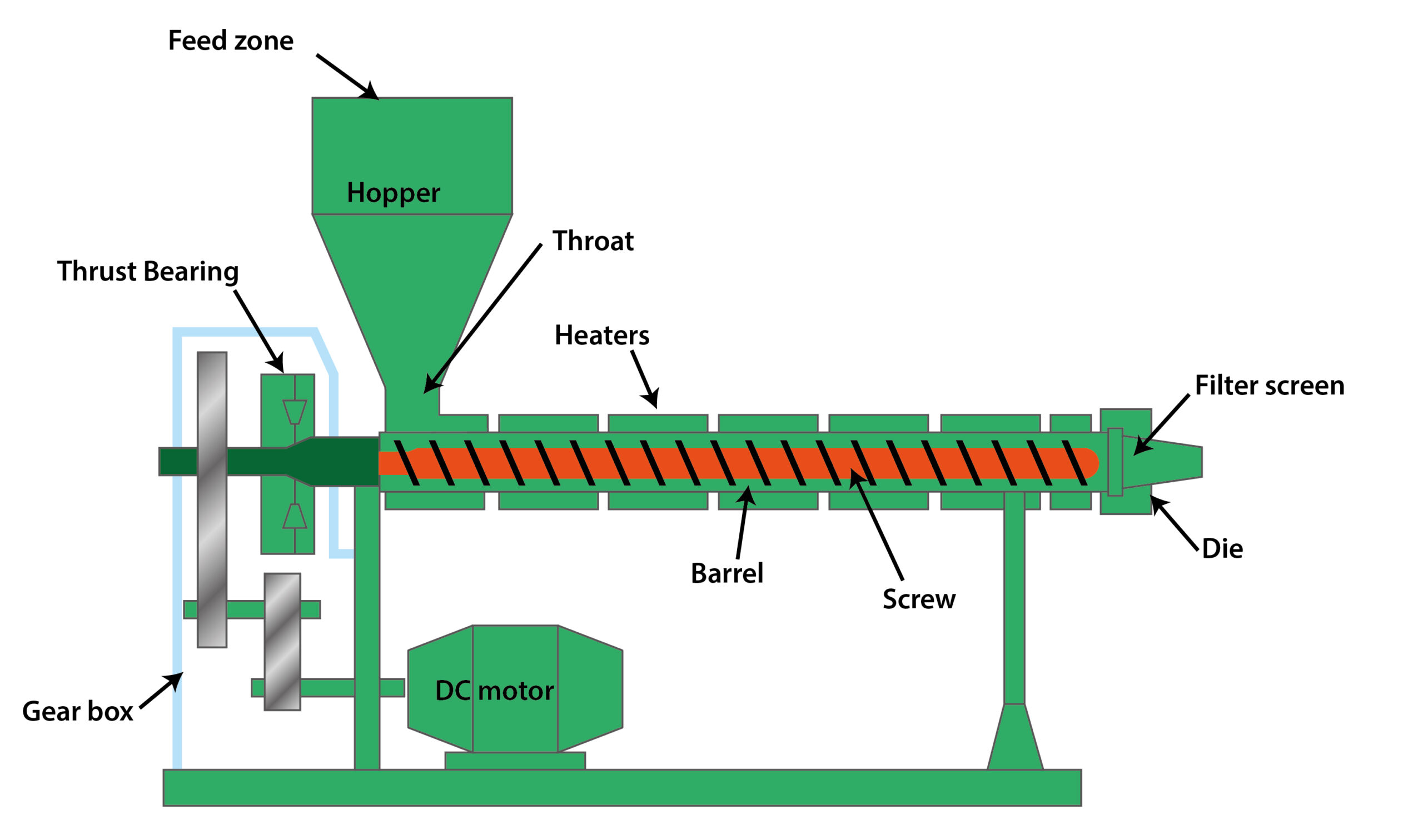
El cilindro, utilizado en la extrusión, está dividido en diferentes zonas, cada una provista de sistemas de control para el calentamiento y el enfriamiento, que garantizan la temperatura necesaria para el proceso. Estas temperaturas no son las mismas que la del plástico dentro del cilindro, aunque se registren valores similares a lo largo de la cabeza y el molde. Cada zona está caracterizada por una necesidad térmica específica. Una atención particular merece la zona posterior del cilindro, cercana a la alimentación de la tolva: influye en la tasa de alimentación y en la velocidad de producción.
Extrusores: de tornillo simple o doble?
La mayoría de los extrusores tienen tornillo simple. La extensión de este sistema se expresa mediante la relación longitud/diámetro, donde los niveles de producción son directamente proporcionales a la longitud del tornillo..
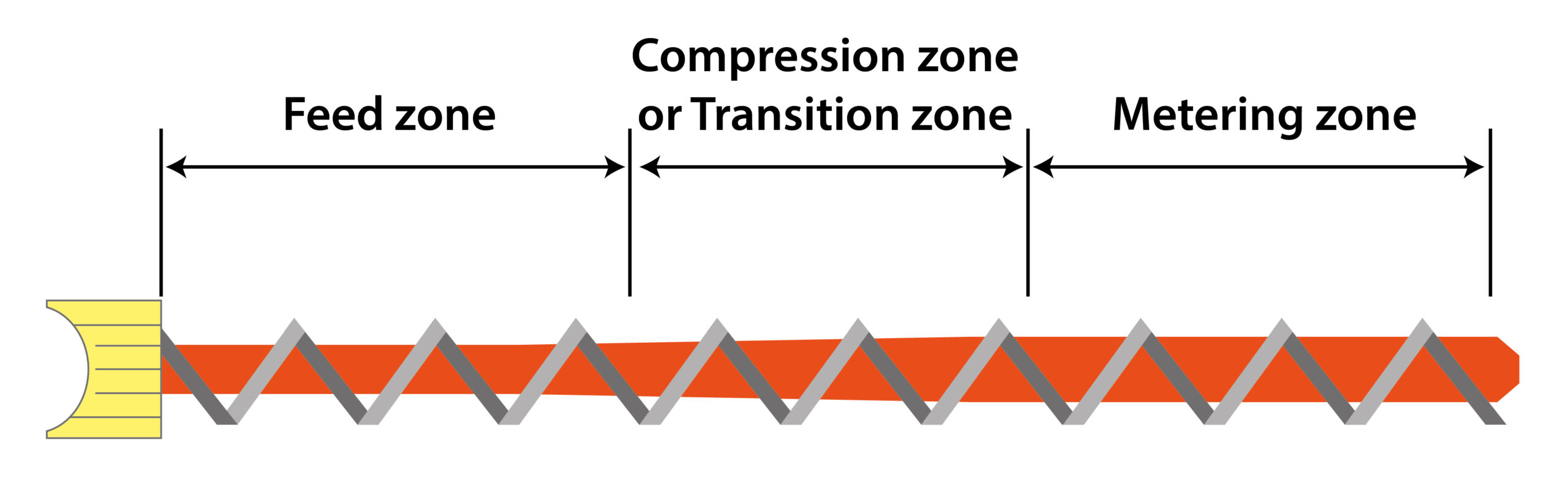
El tornillo se divide en tres zonas:
- de alimentación: la profundidad es constante y suficiente para transportar los gránulos de material plástico.
- de compresión: la profundidad disminuye conforme el diámetro del tornillo se aproxima a las paredes, incrementando así la presión sobre el material plástico y evitando la formación de aire entre los gránulos dentro del cilindro.
- de dosificación: el plástico está casi completamente fundido y listo para la mezcla final y la extrusión a través del molde. Esta zona tiene una profundidad constante y menor que la de alimentación.
A los extrusores de tornillo simple se añaden los de tornillo doble, compuestos por dos tornillos que se entrelazan dentro del cilindro. Esta tipología se divide a su vez en dos subcategorías según el sentido de rotación de los tornillos: concordante para el extrusor bicóncavo corrotante y discordante para el contrarrotante.
Cómo accionar los extrusores?
Los equipos de extrusión suelen ser accionados por variadores de frecuencia AC, conocidos como inversores. Las intervenciones sobre la frecuencia permiten regular la velocidad del motor, que es superior a la necesaria para mover el tornillo. Por lo tanto, resulta fundamental reducir la velocidad transmitida por el motor, actuando sobre la combinación y el tamaño de poleas y engranajes. Esto permite operar a una velocidad y, por consiguiente, a una potencia cercana al valor máximo.
Regulación térmica del cilindro
Como indicamos previamente, la temperatura del cilindro se controla a lo largo de toda su extensión mediante distintos bucles de regulación de simple y doble acción; los primeros gestionan solo el calentamiento eléctrico, los segundos también el enfriamiento.
Un bucle de regulación se compone de los siguientes elementos:
- un sensor de temperatura (una termocupla J o K).
- un regulador con entrada de sensor y algunas salidas para controlar el actuador.
Varios bucles de regulación pueden insertarse dentro de un regulador multizona o como biblioteca dentro de un PLC. El regulador puede controlar también la parte de enfriamiento, conectando una de sus salidas a un ventilador. El enfriamiento también puede obtenerse mediante un chiller externo y un intercambiador de calor, con agua o aceite. - un actuador (generalmente un relé estático).
- uno de los siguientes elementos calefactores: resistencias de banda con aislamiento de cerámica o mica, resistencias tubulares blindadas en fundición de aluminio, resistencias de cartucho conectadas en serie, lámparas infrarrojas de cuarzo y resistencias eléctricas en fundición.
Funciones de los calentadores
Los calentadores realizan cinco funciones determinantes para el proceso de extrusión:
- permiten un arranque seguro, evitando partidas “en frío” potencialmente dañinas para el equipo.
- compensan la pérdida de radiación durante el funcionamiento.
- controlan, mantienen y varían la temperatura del molde.
- reducen la resistencia, disminuyendo la viscosidad sobre las superficies metálicas internas.
- calientan la superficie emergente para obtener un mayor brillo.
El valor de los sistemas de control de temperatura
De estas consideraciones preliminares se deduce fácilmente la importancia estratégica de un sistema de control y gestión eficiente, continuo y en tiempo real de la temperatura. Un sistema que debe diseñarse originalmente según el tipo de proceso, el material elegido y el porcentaje de desecho, y que, secundariamente, debe calibrarse según las necesidades específicas de las diferentes zonasa.
Una familia dedicada a la extrusión
La familia REVO de CD Automation ofrece una solución completa para el control de los procesos de extrusión de plásticos. Gracias a su modularidad y versatilidad, REVO se adapta tanto a líneas compactas como a plantas industriales complejas, garantizando precisión, fiabilidad y facilidad de integración con los sistemas de automatización existentes.
Dentro de la familia, la serie REVO C se distingue por su flexibilidad y compacidad, ideal para optimizar el espacio en los cuadros eléctricos sin sacrificar potencia ni rendimiento. REVO C está diseñada para el control multizona de la temperatura, esencial para mantener estable la masa fundida y garantizar la calidad del producto final en extrusión, coextrusión o compounding.
Las unidades REVO C integran funciones avanzadas como diagnóstico de cargas, monitorización de resistencias y protección frente a fallos, reduciendo paradas de máquina y mejorando la continuidad productiva. La compatibilidad total con los principales buses de campo y sistemas de automatización permite soluciones a medida de alto rendimiento, ofreciendo soporte concreto a fabricantes e integradores de sistemas.
Optimizar la Power Quality
CD Automation apoya a sus socios con proyectos de Power Quality personalizados para reducir perturbaciones en la línea eléctrica, el calentamiento de cables y las pérdidas de energía. Para la eficiencia y sostenibilidad de los procesos de extrusión, la empresa ha desarrollado especialmente la unidad de potencia multicanal REVO PN, capaz de gestionar aplicaciones con muchas zonas de potencia. Gracias al algoritmo de distribución de potencia, con REVO PN es posible equilibrar y limitar el pico de corriente solicitado, manteniendo alta calidad de la corriente absorbida y reduciendo pérdidas y consumo.

El papel de REVO PN
El uso de REVO PN en los procesos de extrusión permite reducir significativamente los picos de potencia , manteniéndolos por debajo de los niveles contractualmente acordados y evitando penalizaciones o gastos imprevistos.
La unidad gestiona hasta 24 elementos calefactores. Sincronizando el encendido de todos los canales se evitan picos de tensión, manteniendo el factor de potencia cercano a 1.
Además, cada módulo puede comunicarse de manera autónoma con los buses de campo más comunes y diagnosticar rápidamente roturas de elementos calefactores y cortocircuitos en los tiristores.
La oferta de CD Automation para la extrusión
CD Automation garantiza una oferta completa para la gestión de la termorregulación y de la potencia en las operaciones de extrusión de plásticos, mediante el desarrollo de paquetes de automatización que proporcionan a los integradores una base sólida para personalizar. Los paquetes incluyen: supervisor, software, PLC, regulación de temperatura y presión Melt, sensores Melt y temperatura.
Además, CD Automation ofrece paquetes para la gestión de extrusores de laboratorio o pequeños extrusores de 4 a 16 zonas de regulación, que garantizan soluciones completas de panel de operador, termorreguladores de cuadro trasero o de panel, contadores, temporizadores o secuenciadores.
¿Quieres descubrir cómo hacer más eficientes y competitivas tus operaciones de extrusión? Contáctanos y reserva una sesión gratuita de consultoría con uno de nuestros expertos. Recibirás propuestas estratégicas y personalizadas según tus necesidades.



