
![]()
![]()
![]()
![]()
Optimizing the performance of plastic processing machines requires precise control of thermal processes. Among the key operations in this field is extrusion, a fundamental technology used in many industrial applications. These topics will also be at the center of discussions at PLAST 2026, taking place from 9 to 12 June 2026 at Fiera Milano Rho (Italy). Extrusion is a process that transforms a polymer, in the form of granules or powder, into a continuously shaped product through the combined action of pressure and heat.
Extrusion: what is it?
The plastic extrusion process takes its name from the equipment used: the extruder, according to the operations and elements we will describe: from the feed hopper, the polymer enters a cylinder; here it is melted, homogenized, and pushed forward by a screw until it reaches the extruder head, which shapes it as desired. The product, exiting the machine, is cooled using water or air. Subsequently, the plastic is rolled or cut to the desired dimension.
Extrusion: a thermal procedure
The material used in the extrusion process is thermoplastic. It becomes soft when heated and hardens during cooling.
But how is the heat necessary for extrusion obtained? The heat is generated mainly by the friction produced by the screw, driven by a motor, as it rotates in the plastic mass, and only partially by the heaters present in the cylinder.
Focus on the extruder cylinder
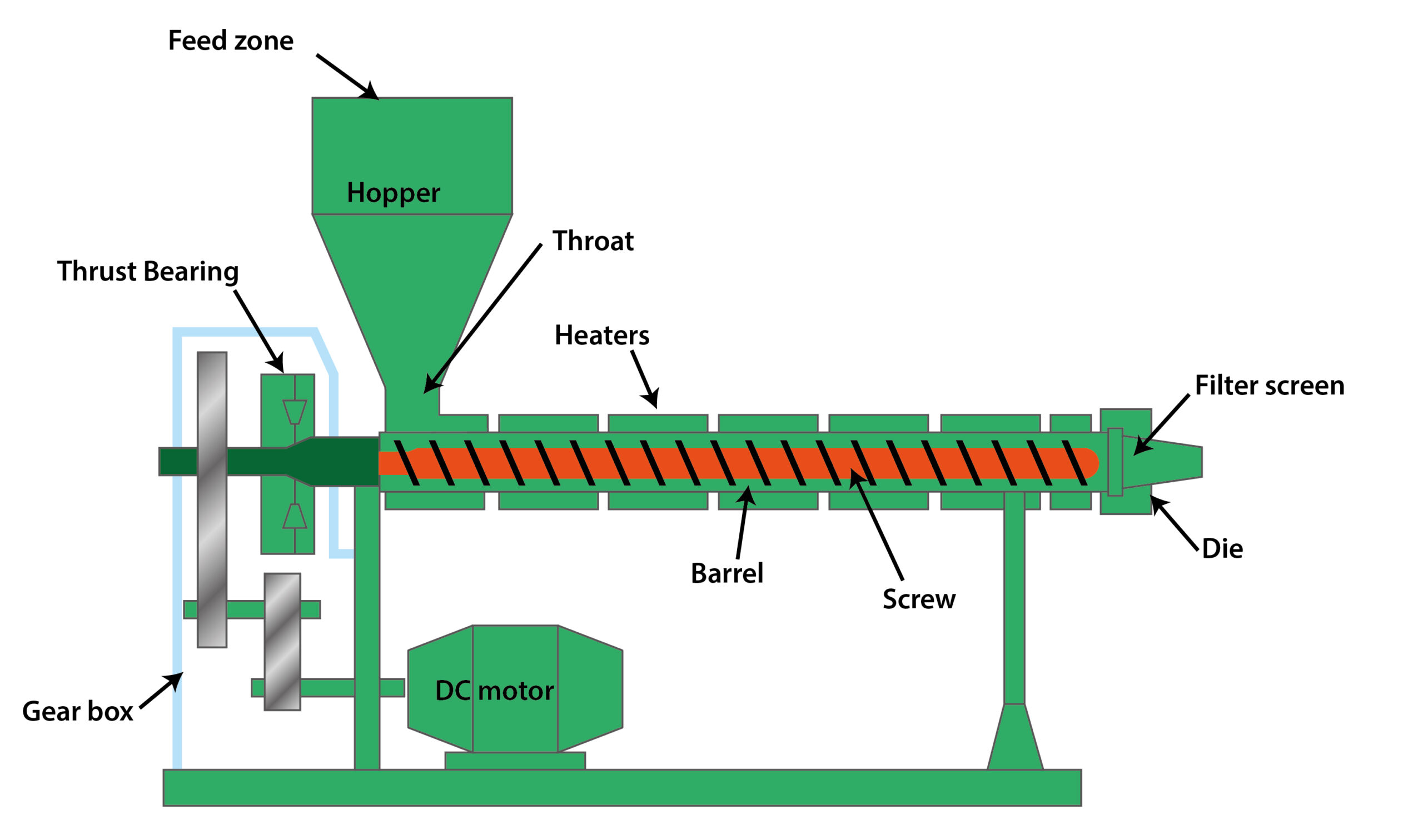
The cylinder used in extrusion is divided into several zones, each equipped with heating and cooling control systems, which ensure the temperature required for the process. These temperatures are not the same as the plastic inside the cylinder, although similar measurements are recorded along the head and die. Each zone is characterized by a specific thermal requirement. Special attention is required for the rear zone of the cylinder, near the hopper feed: it affects the feed rate and production speed.
Extruders: single screw or twin screw?
Most extruders are single screw. The extension of this system is expressed by the length/diameter ratio, where production levels are directly proportional to the screw length.
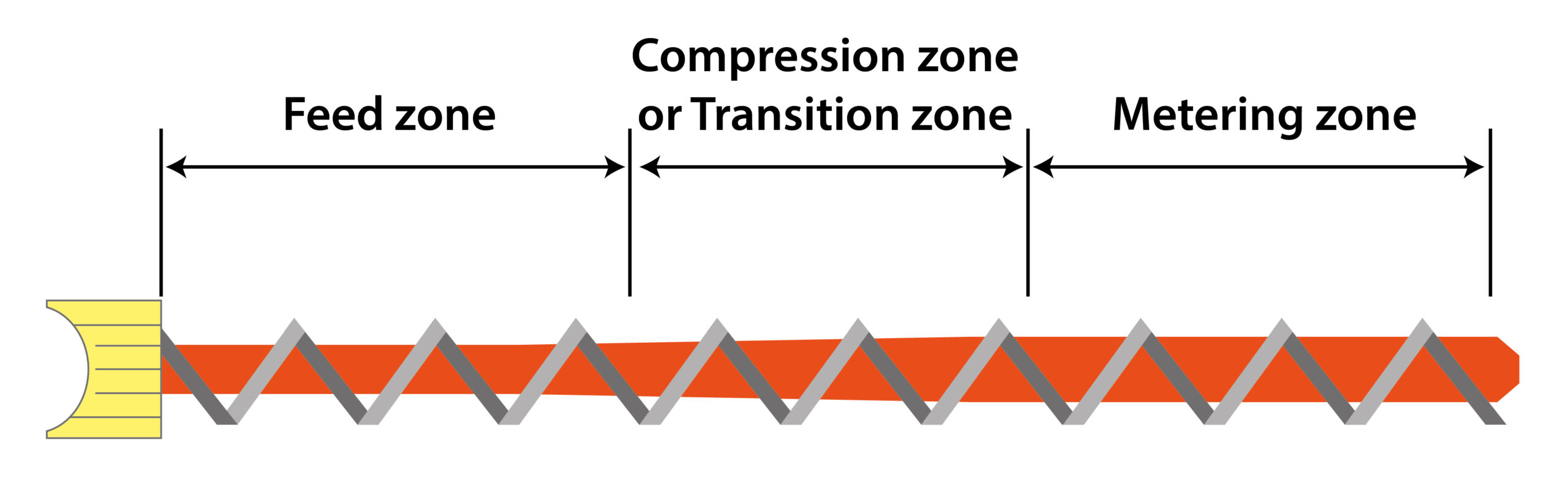
The screw can be divided into three zones:
- feed zone: the depth is constant and sufficient to transport the plastic granules.
- compression zone: the depth decreases as the screw diameter approaches the walls, increasing the pressure on the plastic and preventing air formation between the granules inside the cylinder.
- metering zone: the plastic is almost completely melted and ready for final mixing and extrusion through the die. This zone has a constant depth, smaller than that of the feed zone.
Single-screw extruders are complemented by twin-screw extruders, consisting of two intermeshing screws inside the cylinder. This type is further divided into two subcategories depending on the rotation direction of the screws: co-rotating for co-rotating twin-screw extruders and counter-rotating for counter-rotating twin-screw extruders.
How to operate extruders?
Extrusion machines are usually driven by AC drives, known as inverters. Interventions on frequency allow adjusting the motor speed, which is higher than that required to move the screw. Therefore, it is essential to reduce the speed transmitted by the motor, acting on the combination and size of pulleys and gears. This intervention allows operation at a speed, and consequently a power, close to the maximum value.
Thermal regulation of the cylinder
As mentioned earlier, the cylinder temperature is controlled along its entire length by different single- and dual-action control loops; the first manage only electrical heating, the latter also cooling.
A control loop consists of the following elements:
- a temperature sensor (a J or K thermocouple).
- a controller with sensor input and several outputs to control the actuator.
Multiple control loops can be integrated within a multi-zone controller or as a library inside a PLC. The controller can also manage the cooling part by connecting one of its outputs to a fan. Cooling can also be achieved using an external chiller and a heat exchanger, via water or oil. - an actuator (usually a solid-state relay).
- one of the following heating elements: band heaters with ceramic or mica insulation, armored tubular heaters in aluminum casting, cartridge heaters connected in series, quartz infrared lamps, and die-cast electric heaters.
Functions of heaters
Heaters perform five key functions for the extrusion process:
- allow a safe start, avoiding potentially harmful “cold starts” for the equipment.
- compensate for radiation loss during operation.
- control, maintain, and vary mold temperature.
- reduce resistance, lowering viscosity on internal metal surfaces.
- heat the emerging surface for higher gloss.
The value of temperature control systems
From these preliminary considerations, the strategic importance of an efficient, continuous, real-time temperature control and management system is evident. A system that must be initially designed based on the type of process, the chosen material, and the scrap rate, and secondarily calibrated according to the specific needs of different zones.
A family dedicated to extrusion
The REVO family from CD Automation offers a complete solution for controlling plastic extrusion processes. Thanks to its modularity and versatility, REVO adapts to both compact lines and complex industrial plants, ensuring precision, reliability, and ease of integration with existing automation systems.
Within the family, the REVO C series stands out for its flexibility and compactness, ideal for optimizing space in electrical panels without sacrificing power or performance. REVO C is designed for multi-zone temperature control, essential for keeping the molten mass stable and ensuring the quality of the final product in extrusion, co-extrusion, or compounding.
REVO C units integrate advanced functions such as load diagnostics, resistance monitoring, and fault protection, reducing machine downtime and improving production continuity. Full compatibility with major fieldbuses and automation systems allows high-performance, tailor-made solutions, providing concrete support to manufacturers and system integrators.
Optimizing Power Quality
CD Automation supports its partners with customized Power Quality projects to reduce disturbances on the power line, cable heating, and energy losses. For extrusion process efficiency and sustainability, the company has developed the multichannel REVO PN power unit, capable of managing applications with multiple power zones. Thanks to the power distribution algorithm, REVO PN can balance and limit the requested current peak, maintaining high absorbed current quality while reducing losses and consumption.

The role of REVO PN
Using REVO PN in extrusion processes significantly reduces power peaks, keeping them below contractually agreed levels and avoiding penalties or unforeseen expenses.
The unit manages up to 24 heating elements. By synchronizing the switching of all channels, voltage peaks can be avoided, keeping the power factor close to 1.
Additionally, each module can autonomously communicate with the most common fieldbuses and promptly detect heater failures and thyristor short circuits.
CD Automation offer for extrusion
CD Automation guarantees a complete offer for managing thermal regulation and power in plastic extrusion operations, through the development of automation packages that provide integrators with a solid base to customize. Packages include: supervisor, software, PLC, Melt temperature and pressure control, Melt and temperature sensors.
CD Automation also provides packages for managing laboratory extruders or small extruders with 4 to 16 control zones, ensuring complete solutions for operator panels, rear or panel-mounted temperature controllers, counters, timers, or sequencers.
Do you want to discover how to make your extrusion processes more efficient and competitive? Contact us and book a free consultation session with one of our experts. You will receive strategic and personalized proposals according to your needs.



